




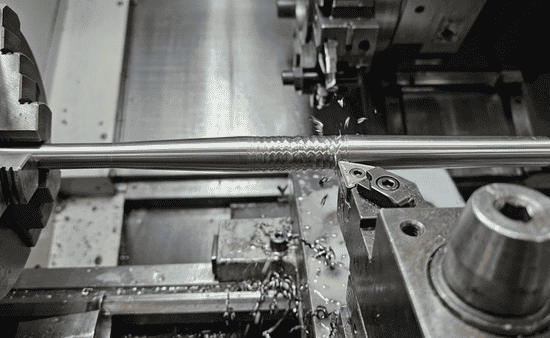
Turning a short, stubby part on a lathe is about as forgiving as machining gets. The workpiece is rigid, the setup is stable, and the tool can take a cut without much drama. Stretch that same part into a long, slender shaft and the whole dynamic changes.
The workpiece wants to flex, vibrate, and wander away from the cutting tool, and the result is neither accurate nor clean. Understanding why that happens, and what machinists use to prevent it, is foundational to getting quality results from any turning operation that involves length.
Why Long Workpieces Behave Differently
The physics here are straightforward. A long, slender workpiece supported only at its ends behaves like a beam under load. When a cutting tool applies force to the side of that beam, the workpiece deflects away from the tool.
The longer and thinner the workpiece relative to its diameter, the more it deflects. That deflection is the root cause of most of the problems that plague long-stock turning: dimensional inaccuracy, poor surface finish, and chatter.
Deflection and Dimensional Error
When a workpiece deflects away from the cutting tool under the force of a cut, it moves outside the intended tool path. The tool removes less material than intended, and the resulting diameter at that point is larger than the programmed dimension.
Worse, the deflection isn’t consistent along the length of the part, so the resulting diameter tapers and varies in ways that can’t be easily corrected by adjusting offsets. The part comes off the machine out of tolerance, and the only fix is to go back and take another pass, which costs time and may not be fully recoverable.
What Chatter Is and Why It Matters
Chatter is the vibration that occurs when the workpiece and the cutting tool interact dynamically rather than smoothly. A deflecting workpiece that springs back into the tool repeatedly creates an oscillating force that produces the characteristic ringing sound and the visible pattern of ridges left on the machined surface.
Chatter isn’t just a surface finish problem. It accelerates tool wear, can damage the workpiece beyond recovery, and puts mechanical stress on the machine spindle and bearings. In severe cases it’s not just unpleasant; it’s destructive.
The primary condition that produces chatter in turning is lack of rigidity somewhere in the system. That rigidity can fail in the tooling, the setup, or most commonly, in an insufficiently supported workpiece.
The Role of Intermediate Support
The engineering solution to deflection in a long workpiece is intermediate support: adding a contact point between the headstock and tailstock that prevents the workpiece from deflecting away from the tool.
Done correctly, intermediate support reduces the effective unsupported span of the workpiece, which dramatically reduces the deflection under cutting load and brings the system’s rigidity up to a level where accurate, chatter-free machining becomes achievable.
Fixed Support vs. Following Support
The two main categories of intermediate support work differently and suit different operations.
A fixed support is attached to the lathe bed at a specific location and doesn’t move during the machining operation. It provides a stable contact point at a fixed position on the workpiece, which is highly effective for operations where the cut doesn’t pass through the support location.
The support holds the workpiece against deflection at that point, and the effective span on either side of the support is reduced to a manageable length.
A follower support is mounted on the carriage and moves with the cutting tool along the length of the workpiece. This configuration provides support at or near the cutting zone throughout the entire length of the cut, which is particularly effective for operations that require a continuous pass along a long, slender workpiece where a fixed support would interfere with the tool path.
What a Fixed Support Actually Looks Like
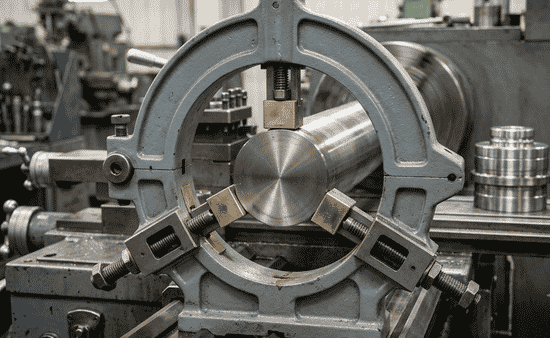
The physical device used to provide fixed intermediate support in turning is a ring-shaped fixture clamped to the bedways of the machine. It carries a set of jaws, typically three, that contact and support the workpiece at the point where the fixture is positioned.
The jaws can be fitted with rollers for applications where the workpiece surface needs to remain unmarked, or with bronze, nylon, or babbitt material for applications where the contact characteristics of rollers aren’t appropriate.
The frame of the fixture is usually split, with the upper half hinged or removable to allow the workpiece to be loaded and the fixture to be positioned without having to thread the part through the ring. The contact jaws are individually adjustable to center on the workpiece and provide consistent, even support without distorting the part.
Capacity, Material, and Custom Requirements
Standard support fixtures are designed around a fixed range of workpiece diameters and a specific machine model. That works well when the operation fits the standard. When it doesn’t, the standard fixture becomes a liability rather than an asset.
Large-diameter workpieces, unusual machine configurations, CNC slantbed machines, and specialized applications like milling operations or grinder backrest applications all create requirements that off-the-shelf fixtures can’t reliably meet.
A fixture designed for the wrong capacity leaves the machinist with a support that’s either undersized for the load or so oversized that it can’t be adjusted to center correctly on a smaller workpiece.
A custom-built lathe steady rest built specifically to the machine’s geometry and the workpiece’s diameter range eliminates that mismatch entirely. The capacity is sized to the actual application, the jaw configuration matches the support requirements, and the frame dimensions fit the specific machine’s bedways rather than requiring adaptation.
When a machinist is turning a workpiece that’s at the edge of what standard support can handle, whether in size, material, or application type, a purpose-built fixture is frequently the difference between a job that runs cleanly and one that doesn’t run at all.
Conclusion
Workpiece deflection and chatter in turning operations aren’t random occurrences. They’re predictable consequences of insufficient support for long or slender stock, and they have a well-established engineering solution. Understanding what that solution looks like, and when the standard version of it falls short, is what allows a machinist to approach a difficult long-stock job with a clear plan rather than a collection of workarounds.




